
Формы для тротуарной плитки
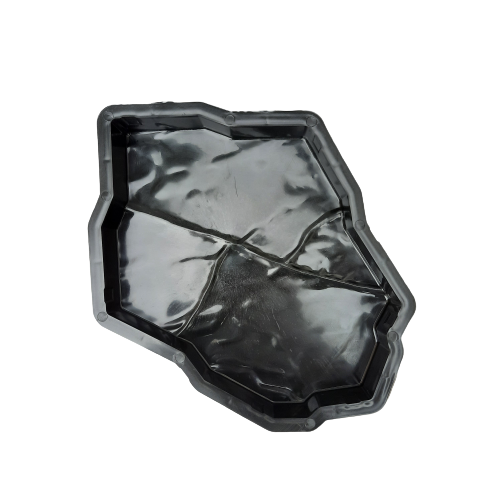 Компания Formasuper в течение многих лет производит качественные и надежные формы для тротуарной плитки. Купить в Краснодарском крае резиновые или пластиковые формы для тротуарной плитки можно в режиме онлайн. Для придания дополнительных прочностных характеристик наши изделия оснащены специальными ребрами жесткости, которые способствуют существенному увеличению срока службы, а также избавляют от необходимости перекладки форм на поверхности. Формы даже можно укладывать сверху друг на друга, плитка в них получается ровной, без деформаций и прогибов.
Компания Formasuper в течение многих лет производит качественные и надежные формы для тротуарной плитки. Купить в Краснодарском крае резиновые или пластиковые формы для тротуарной плитки можно в режиме онлайн. Для придания дополнительных прочностных характеристик наши изделия оснащены специальными ребрами жесткости, которые способствуют существенному увеличению срока службы, а также избавляют от необходимости перекладки форм на поверхности. Формы даже можно укладывать сверху друг на друга, плитка в них получается ровной, без деформаций и прогибов.
Если вам нужны формы, которые не требуют промывания или смазки, выбирайте резиновые формы для тротуарной плитки. Купить материал для производства плитки необходимо для того, чтобы во время выполнения работ по укладке плитки формы не скользили, не расслаивались и не крошились. Наши формы для тротуарной плитки пользуются повышенным спросом поскольку позволяют получить качественные изделия для укладки дорожного полотна.
Формы для изготовления тротуарной плитки
Большей популярностью, чем резиновые, пользуются пластиковые формы для тротуарной плитки. Компания Formasuper предлагает своим клиентам качественные формы для тротуарной плитки 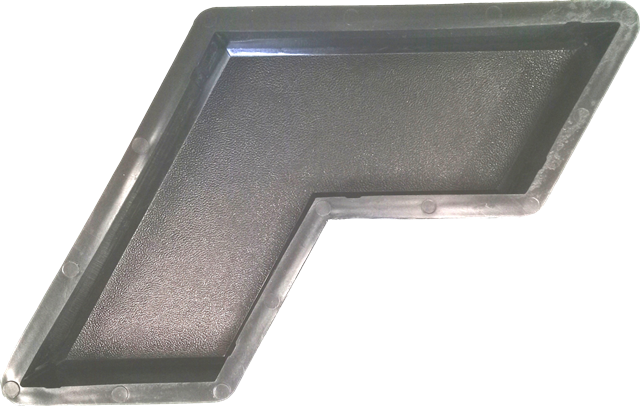 из полипропилена. Благодаря нашим формам вы сможете изготовить надежную и долговечную продукцию. Специалисты нашей компании постоянно отслеживают тенденции а области изготовления форм, поэтому своим покупателям мы предлагаем современные формы для тротуарной плитки. Купить в Краснодаре материал для производства тротуарных плиток можно по наиболее привлекательной стоимости в нашей компании.
из полипропилена. Благодаря нашим формам вы сможете изготовить надежную и долговечную продукцию. Специалисты нашей компании постоянно отслеживают тенденции а области изготовления форм, поэтому своим покупателям мы предлагаем современные формы для тротуарной плитки. Купить в Краснодаре материал для производства тротуарных плиток можно по наиболее привлекательной стоимости в нашей компании.
Для того, чтобы тротуарная плитка получилась максимально качественной и надежной, пластиковые формы должны соответствовать определенным требованиям. Они должны выдерживать не менее 300 циклов производства, быть удобны и легки при расформировывании, а также надежны в эксплуатации. Всех этих характеристик удастся добиться только в том случае, если для их производства используются только самые современные технологии. Компания Formasuper располагает современным и высокотехнологичным оборудованием, поэтому своим покупателям мы предлагаем только качественные формы для тротуарной плитки. Купить наши изделия можно прямо в режиме онлайн.
Благодаря своей невысокой стоимости и удобству в использовании, при укладке дорожного покрытия все чаще применяются пластиковая форма тротуарной плитки. Купить в интернет- магазине Formasuper — значить выбрать надежного и ответственного производителя, обладающего высокой репутацией надежного и ответственного партнера многих строительных и промышленных компаний.
Заводы по производству тротуарной плитки или брусчатки, а также частные предприниматели активно закупают у нас формы для изготовления тротуарной плитки. Компания Formasuper давно пользуется заслуженным доверием у многих покупателей не только в Краснодарском крае, но и на всей территории Российской Федерации.
Помимо производства форм, наша компания также занимается изготовлением тротуарной плитки, а также разработкой собственных пигментов и добавок.
Купить формы для изготовления тротуарной плитки недорого
 Специализированное промышленное оборудование компании Formasuper позволяет производить тротуарную плитку любых конфигураций. В производстве наших изделий мы используем технологию
Специализированное промышленное оборудование компании Formasuper позволяет производить тротуарную плитку любых конфигураций. В производстве наших изделий мы используем технологию
вибролитья. Она подразумевает смешивание в равных пропорциях цемента, щебня и песка в бетономешалке. Перемешанная до необходимой консистенции, полученная смесь отливается в предлагаемые формы для тротуарной плитки. Купить в Краснодарском крае наши изделия не составит труда. Полный ассортимент нашей продукции представлен в онлайн каталоге.
Связаться с нами: 
Производство тротуарной и облицовочной плитки методом вибролитья
|
|||||||||||||||||||||||||||||||
| Последние фотографии
|
|||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||










