В зависимости от количественного соотношения смешиваемых двух или более исходных смесей окрашенного бетона можно получить тот или иной оттенок различной интенсивности. Рисунок 1 демонстрирует достигаемые эффекты окрашивания на примере двухцветной (черно- красной) бетонной брусчатки:
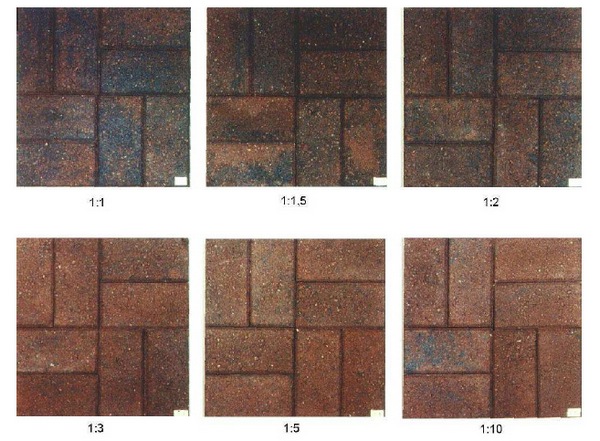
Рис. 1
Количественное соотношение черного и красного бетона изменялось при этом от 1 : 1 до 1 : 10. Для пигментирования черного бетона применялся Bayferrox® 318 в количестве 5 %; красный бетон содержал 5 % пигмента Bayferrox® 130. Степень пигментирования определяется желаемым оттенком и может находиться в обычно применяемых на практике рамках от 2% до 5 % (все процентные данные относятся к навеске цемента)
Производство многоцветной дорожной брусчатки, тротуарной плитки и т. д. зависит от машинного оборудования. Можно применять различные методы изготовления - некоторые из них описаны ниже на примере производства двухцветной бетонной брусчатки:
Метод № 1
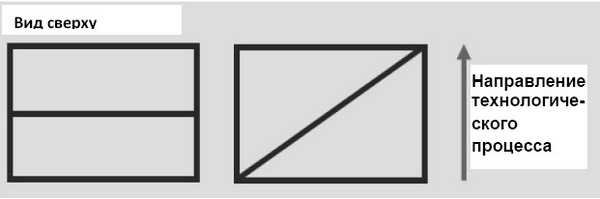
Загрузочная воронка машины для формования бетонной брусчатки разделяется на два или более отсеков, причем конец перегородки должен находиться не расстоянии не менее 5 см над краем выходного отверстия воронки, чтобы облегчить затекание одной смеси в другую. Наш опыт показывает, что при использовании двух пигментированных бетонных смесей лучше всего секционировать воронку следующим образом:
Окрашенные бетонные смеси загружаются раздельно в секции воронки. Недостаток этого метода заключается в том, что в начале формования брусчатки получаются только плитки цвета бетонной смеси, которая была загружена первой. Для цветового оживления мощеной поверхности такая неоднородность оттенков может даже оказаться желательной. Для предотвращения производства одноцветных плиток необходимо в процессе производства следить за тем, чтобы секции воронки были постоянно заполнены.
Метод № 2
Две или более окрашенные в различный цвет бетонные смеси загружаются в воронку производственной установки послойно таким образом, чтобы они находились там по возможности в расположенных друг над другом горизонтальных слоях. При отборе смеси материал, находящийся вблизи средней оси воронки, перемещается вниз быстрее, в результате чего получается неполное перемешивание различных бетонных смесей. Необходимо тщательно подбирать водоцементное отношение в соответствии с геометрическими размерами воронки так, чтобы обеспечивался оптимальный поток материала.
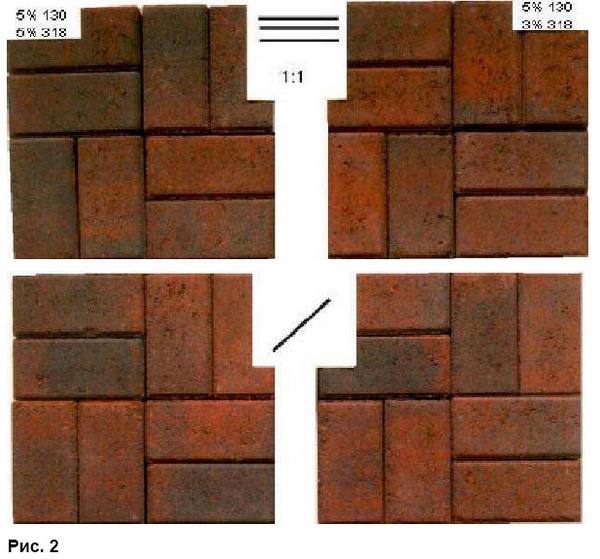
На Рисунке 2 представлена многоцветная брусчатка, изготовленная описанными методами 1 и 2. Для производства брусчатки, показанной в верхнем ряду рисунка, бетонные смеси (окрашенные в красный и черный цвет) загружались в воронку послойно. Брусчатка, представленная в нижнем ряду рисунка, служит примером производства с разделением загрузочной воронки на две секции. Соотношение черного и красного бетона в смеси составляло 1 : 1, т. е., загружалось одинаковое количество бетонных смесей черного и красного цвета.
Метод № 3
Под бетономешалкой устанавливается двухсекционная воронка, причем каждая секция вмещает один замес. Под разгрузочным отверстием воронки устанавливается ленточный транспортер любой длины. Для получения двухцветных изделий достаточно иметь транспортер длиной ок. 1 м. Перегородка в воронке должна располагаться поперек движения транспортера. Расстояние между нижней кромкой воронки и транспортером может составлять 2 - 4 см. Транспортерная лента подает две бетонные смеси одновременно в загрузочную воронку машины для формования брусчатки. Количество подаваемой смеси можно регулировать перемещаемым по высоте шибером в стенке воронки (передняя стенка воронки в направлении подачи. Конструкция этого устройства для производства двухцветной бетонной брусчатки показана на Рисунке 3.
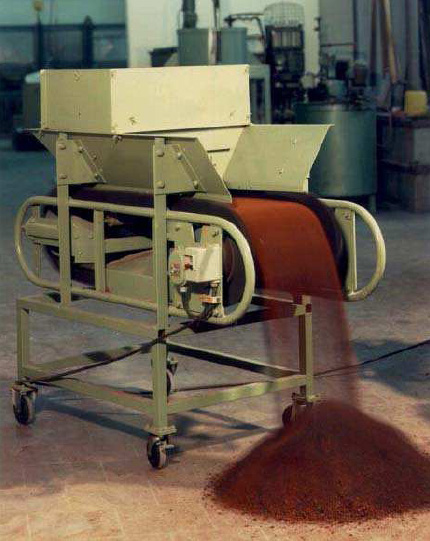
Рис. 3
Выбор одного из трех описанных методов зависит от производственных. Опыты, проведенные нами на обычной установке для производства брусчатки, показали, что хорошие результаты могут быть получены также и без больших технических затрат, например, путем послойной загрузки бетонных смесей в воронку.
Благодарим компанию РосХимПром за предоставленный материал | 
